全国免费咨询热线
0576-84017729

全国免费咨询热线
0576-84017729

台州市黄岩霖屏塑料模具厂
手机:13486868882
电话:0576-84017729
网址:www.lpmould.cn
地址:浙江省台州市黄岩区新前街道
新中路
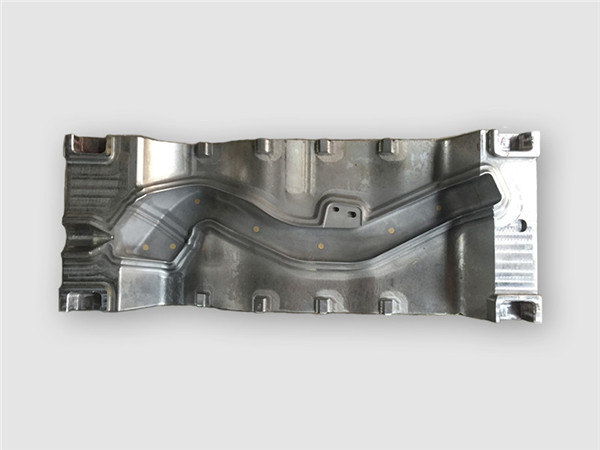
的设计不仅要满足凹凸模在工作时的间隙需要,而且避免工作人员无需跨越导柱拿坯料。的垫板设计应与模板通过螺丝螺母连接一起,两者间距应以能够方便出零件为标准。紧固件的设计应考虑到操作方便以及避免碰伤的安全因素。模座是冲压模具与压力机工作台面之间的受力部件,承受来自压力机的冲力,模座的强度和刚度之间关系到模具各零部件的使用寿命,常常因为模具设计不符合标准出现模具使用较短时间就报废的情况,所以冲压模具的规范合理设计应引起足够的重视。
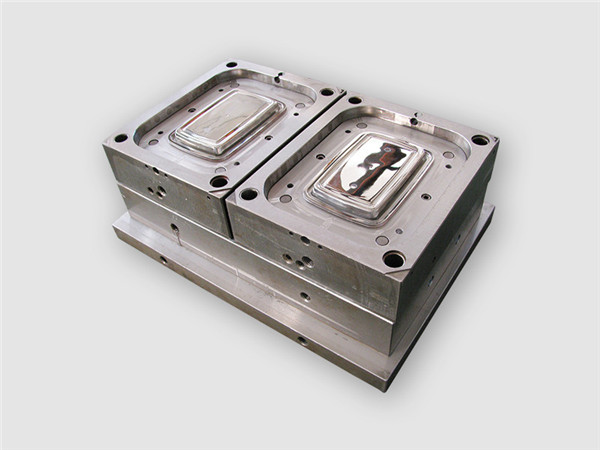
山西日用品模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。山西日用品模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中复杂,变化大,要求加工光洁度和精度高的部分。

是一形状复杂的中小型塑料模具,其加工费用占模具生产成本的比例较高,因此提高模具切削加工效率,成为降低模具生产成本的主要因素之一。选择易切削钢能够节省模具制造过程中的切削加工成本,该模具选择8Cr2s(8Cr2MnWMoVS)钢,该钢的淬透性高,Φ100mm可以空冷淬硬。选用8Cr2S钢锻后缓冷并及时进行锻后等温退火,退火温度确定为790~810℃,保温2h,在700℃等温,保温4h后炉冷至550℃出炉空冷。退火后粗加工型腔,保留1~2mm精加工余量。然后调质处理的工艺为:预热温度600℃保温1h,淬火温度890℃,保温25min后空淬,空淬硬度>60HRC,回火温度600℃保温2h,回火后的硬度为46~48HRC。调质处理后精加工成形。对成形后的模具进行氮碳共渗,550℃保温5h。

一、产生凹痕的原因,1、制品各部分厚度不同;2、内在压力不足;3、模具冷却不充分;4、由于冷却时间不足而产生的变形。二、相关联的知识,1、在生产制品过程中,凹痕是不良现象中发生频率高的,注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面首先硬化,内部就会产生气泡,所谓凹痕,就是冷却慢的部分在气泡收缩的方向产生了显眼的凹面。2、收缩性大的材料也容易产生凹痕。当要改变成型条件来消除凹痕时,应该把设定条件往收缩小的方向设定。即模温、料筒温度降,射出压力提高,但是应该注意由此可能会引起残余内应力。3、因为凹痕以不显眼为好,所以,如果不影响外观的时候,有故意在模具上加工成腐蚀的模样,例如纹状、粒状等。

熔融的塑料颗粒在注塑的过程傍边成型为注塑产品,这个过程傍边还是比较复杂的,是需求注塑工程师重视一些注塑工艺参数的,成果注塑产品的质量要求,那么注塑加工工艺需求重视那些工艺参数呢?其一:成型周期,这其间又包含了注塑时刻和产品冷却时刻,这些时刻的操控对产品的质量有着深入的影响。在注塑出产之前我们就应该经过样品的款式以及其它办法明确产品成型周期。其二:注塑模具的温度,不同的塑料颗粒,其结晶的温度、速度都是不一样的,以及产品的外观、变形、尺度、胶模等都有着不一样的要求,这都使得注塑模具的温度在运用不同的塑料、产品要求等情况下,其模具温度的操控是不一样的。
手机:13486868882 电话:0576-84017729
地址:浙江省台州市黄岩新前街道新中路


