全国免费咨询热线
0576-84017729

全国免费咨询热线
0576-84017729

台州市黄岩霖屏塑料模具厂
手机:13486868882
电话:0576-84017729
网址:www.lpmould.cn
地址:浙江省台州市黄岩区新前街道
新中路

塑料品种热塑性塑料成型过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大。塑件特性成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。所以壁厚、冷却慢、高密度层厚的则收缩大。另外,有无嵌件及嵌件布局、数量都直接影响料流方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小、方向性影响较大。
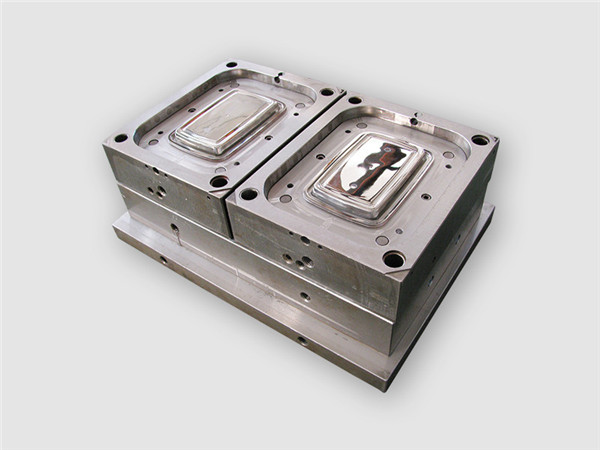
是用来生产塑胶制品的工具,而这种模具就是以精致的构型来生产出人们需要使用到的产品,所以注塑模具在生产中还是起着很大的作用,在日常生产注塑模具需要有效的保养,这才能够使得模具的使用寿命更加长久,从而降低企业的生产成本,那么如何有效的保养注塑模具呢?保养,首先是要注重模具的表面保养,也就是外观保养,不能让这种模具的外观受到损害,也就是不能让其腐蚀,这时选用一种适合、优质、专业的防锈油就显得尤为重要。当模具完成生产任务后,应根据不同注塑采取不同方法仔细清除残余注塑,可用铜棒、铜丝及专业模具清洗剂清除模具内残余注塑及其他沉积物,然后风干。禁用铁丝、钢条等坚固件清理,以免划伤表面。若有腐蚀性注塑引起的锈点,要使用研磨机研磨抛光,并喷上专业的防锈油,然后将模具置于干燥、阴凉、无粉尘处储存。

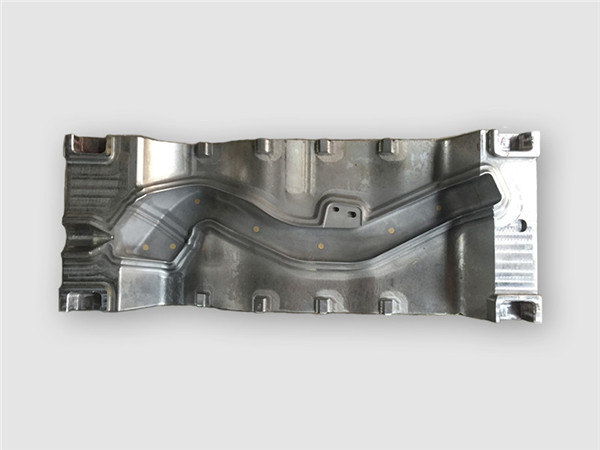
是一形状复杂的中小型塑料模具,其加工费用占模具生产成本的比例较高,因此提高模具切削加工效率,成为降低模具生产成本的主要因素之一。选择易切削钢能够节省模具制造过程中的切削加工成本,该模具选择8Cr2s(8Cr2MnWMoVS)钢,该钢的淬透性高,Φ100mm可以空冷淬硬。选用8Cr2S钢锻后缓冷并及时进行锻后等温退火,退火温度确定为790~810℃,保温2h,在700℃等温,保温4h后炉冷至550℃出炉空冷。退火后粗加工型腔,保留1~2mm精加工余量。然后调质处理的工艺为:预热温度600℃保温1h,淬火温度890℃,保温25min后空淬,空淬硬度>60HRC,回火温度600℃保温2h,回火后的硬度为46~48HRC。调质处理后精加工成形。对成形后的模具进行氮碳共渗,550℃保温5h。

A、通用塑料,此种塑料用处十分广泛,产量大,约占塑料总产量的四分之三,价格低,大量用来制造受力不大的日用品,如电视机外壳、电话机外壳模具、家电产品模具等,常用的塑料有一般ABS,PP、PE、PVC、PS等B、工程塑料,通用塑料的价格低廉,但是它的力学性能,耐温、耐蚀性能难以满足某些工程和设备中用作结构资料的需求,为此,工程塑料应运而生,它机械强度高,刚性大,能替代某些钢铁或有色金属资料,可制造结构复杂的机械零件或工程受力件,很多运用效果还超过本来的资料。常用的工程塑料有POM、PC、PA、PBT等。C、特种塑料,此种塑料具有某些独特的功能,可用于一些特殊场合,如导磁塑料,医药用塑料,珠光塑料、光敏塑料等。
内蒙古注塑模具首要:合理使用冷却光滑液,发挥冷却、洗涤、光滑的三大作用,保持冷却光滑清洁,然后操控磨削热在允许范围内,以避免工件热变形。改进磨削时的冷却条件,如选用浸油砂轮或内冷却砂轮等办法。将切削液引入砂轮的中心,切削液可直接进入磨削区,发挥有用的冷却作用,避免工件外表烧伤。其次:销售注塑模具要合理挑选磨削用量,选用径向进给量较小的精磨办法乃至精密磨削。如适当减少径向进给量及砂轮速度、增大轴向进给量,使砂轮与工件接触面积减少,散热条件得到改进,然后有用地操控表层温度的提高。之后:合理挑选和修整砂轮,选用白刚玉的砂轮较好,它的性能硬而脆,且易产生新的切削刃,因而切削力小,磨削热较小,在粒度上使用中等粒度,如46~60目较好,在砂轮硬度上选用中软和软(ZR1、ZR2和R1、R2),即粗粒度、低硬度的砂轮,自励性好可降低切削热。
手机:13486868882 电话:0576-84017729
地址:浙江省台州市黄岩新前街道新中路


