全国免费咨询热线
0576-84017729

全国免费咨询热线
0576-84017729

台州市黄岩霖屏塑料模具厂
手机:13486868882
电话:0576-84017729
网址:www.lpmould.cn
地址:浙江省台州市黄岩区新前街道
新中路
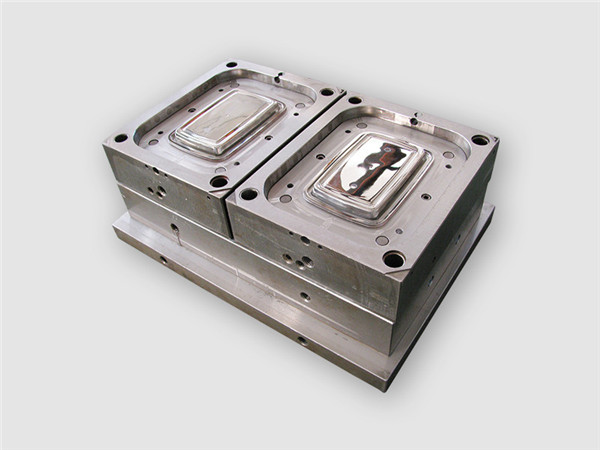
是用来生产塑胶制品的工具,而这种模具就是以精致的构型来生产出人们需要使用到的产品,所以注塑模具在生产中还是起着很大的作用,在日常生产注塑模具需要有效的保养,这才能够使得模具的使用寿命更加长久,从而降低企业的生产成本,那么如何有效的保养注塑模具呢?保养,首先是要注重模具的表面保养,也就是外观保养,不能让这种模具的外观受到损害,也就是不能让其腐蚀,这时选用一种适合、优质、专业的防锈油就显得尤为重要。当模具完成生产任务后,应根据不同注塑采取不同方法仔细清除残余注塑,可用铜棒、铜丝及专业模具清洗剂清除模具内残余注塑及其他沉积物,然后风干。禁用铁丝、钢条等坚固件清理,以免划伤表面。若有腐蚀性注塑引起的锈点,要使用研磨机研磨抛光,并喷上专业的防锈油,然后将模具置于干燥、阴凉、无粉尘处储存。

料温、模温的操控,不同牌号的塑料必需不同的温度要求,塑材活动性差的和二种以上混合料的运用都会有不相同的状况发作,应该把塑材操控在佳活动值范围内,这些通常简单做到,但模温的操控就比较复杂一些,不同的成形件几许形状、尺度,壁厚份额的不同对冷却糸统有一定的要求,温度在很大程度上操控着冷却时间;因而尽量使模具保持在可答应的低温状况,以利于缩短打针周期,进步出产功率,温度发作改变,那么缩短率也会有改变,模温保持稳定,尺度精度也就稳定,然后避免成形件的变形、光泽不良、冷却斑等缺点,使塑料的物理性能处于佳状况,当然这还有一个调试的进程,特别是多腔模成形件更复杂一些。所以模温在出产进程中不可以随意改动,模温的设定应当在材料的引荐温度范围内。

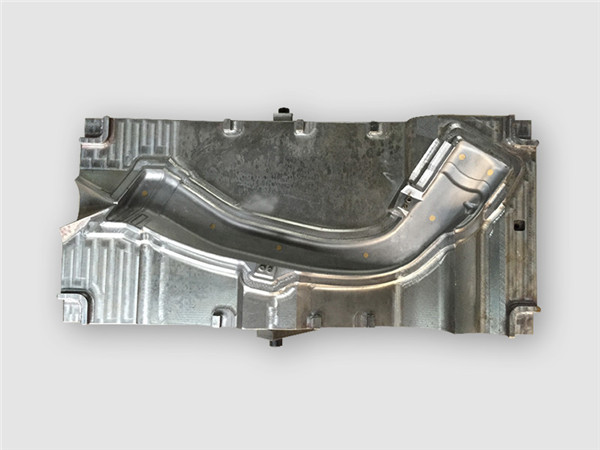
1.河南汽车塑料模具冷却回路没排好;2.背压太小、原料不够扎实;3.背压太大,剪切、磨擦热量增加;4.射速太慢,未充分结晶;5.模温太高,原料过火、分解、变质;6.模温太低,未充分结晶;7.储料时间太长;8.注塑机停机时间太长了和注塑周期太长;9.射出、保压时间不足;10.二级回料在新料里添加比例太多;11.汽车塑料模具定做原料强度、韧性不够,粘度不够;12.添加剂不合理,或添加太多;13.原料未充分烘干;14.产品内部结构有些地方太厚,有些地方太薄,不均匀,进料地方考虑不合理。15.模具进料不均匀,冷料井不够;16.产品壁厚太薄;17.注塑机料管没清理好;18.注塑机温度时高时低,不稳定;19.顶出不合理,塑体应力增加,产生破裂;20.注塑机射出和保压压力不足。
温度主要针对不同的塑料流动性而定,简单得理解就是克服流动性差的关键工艺,如PC料及PA+纤料的流动性较差,其在填充过程中的流动阻力较大,则需要较快的射胶速度来进行填充。另外如生产PC透明料胶件时,为改善产品表面气纹、彩虹印及内部气泡等不良问题时则需要较高模具温度,生产加纤料时若模具温度较低会出现表面银丝纹(浮纤)。依不同的原料设定原料厂商建议的模具温度,模具温度会影响树脂的结晶度,以至于影响产品的稳定度(结晶性材料),模具温度还有好处就是可以帮助原料在模腔内流动更顺利。
手机:13486868882 电话:0576-84017729
地址:浙江省台州市黄岩新前街道新中路


