全国免费咨询热线
0576-84017729

全国免费咨询热线
0576-84017729

台州市黄岩霖屏塑料模具厂
手机:13486868882
电话:0576-84017729
网址:www.lpmould.cn
地址:浙江省台州市黄岩区新前街道
新中路

塑料品种热塑性塑料成型过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大。塑件特性成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。所以壁厚、冷却慢、高密度层厚的则收缩大。另外,有无嵌件及嵌件布局、数量都直接影响料流方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小、方向性影响较大。

主要由四部分构成:上模座,下模座,导柱,导套;一、的模座。属于标准件,根据生产需要选择合适的钢材,对其刚度,变形系数等物理性质有要求。1、模座形状分为圆形和矩形。2、带模柄的模座。可根据冲床的情况,制造一种或几种规格的通用模柄,然后按零件情况制出凸、凹模。对一般冲孔、落料、弯曲、简单的拉深、校形等,均可采用此种方法。常用于批量小而品种多的冲压件生产。二、导柱和导套。是引导模具行程的导向元件。标准模架加工设备主要是铣床,磨床,钻床。铣床,磨床加工6个面光亮至规定尺寸。钻床将模架上的精密度要求不高的孔:如螺丝孔、吊环孔钻孔,攻牙。一副标准模架最基本的要求就是需要顺利开模。开模顺利与否,与4个导柱孔的精密度,直接相关。所以一般情况都需要用CNC立式加工中心进行快速钻孔然后镗孔,以达到精密度。
温度主要针对不同的塑料流动性而定,简单得理解就是克服流动性差的关键工艺,如PC料及PA+纤料的流动性较差,其在填充过程中的流动阻力较大,则需要较快的射胶速度来进行填充。另外如生产PC透明料胶件时,为改善产品表面气纹、彩虹印及内部气泡等不良问题时则需要较高模具温度,生产加纤料时若模具温度较低会出现表面银丝纹(浮纤)。依不同的原料设定原料厂商建议的模具温度,模具温度会影响树脂的结晶度,以至于影响产品的稳定度(结晶性材料),模具温度还有好处就是可以帮助原料在模腔内流动更顺利。

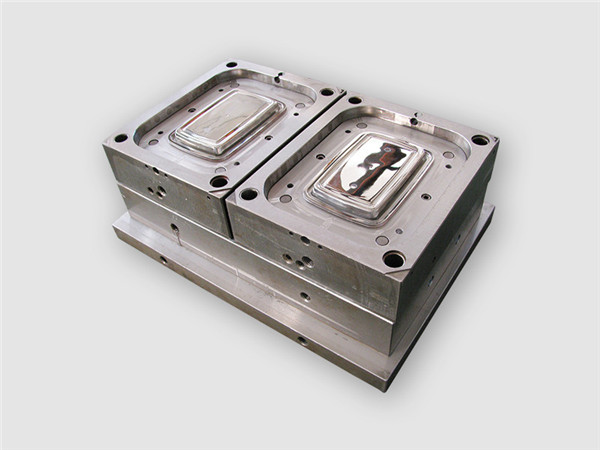
由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中复杂,变化大,要求加工光洁度和精度高的部分。

一、产生凹痕的原因,1、制品各部分厚度不同;2、福建椅子模具内在压力不足;3、模具冷却不充分;4、由于冷却时间不足而产生的变形。二、相关联的知识,1、销售椅子模具在生产制品过程中,凹痕是不良现象中发生频率高的,注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面首先硬化,内部就会产生气泡,所谓凹痕,就是冷却慢的部分在气泡收缩的方向产生了显眼的凹面。2、收缩性大的材料也容易产生凹痕。当要改变成型条件来消除凹痕时,应该把设定条件往收缩小的方向设定。即模温、料筒温度降,射出压力提高,但是应该注意由此可能会引起残余内应力。3、因为凹痕以不显眼为好,所以,如果不影响外观的时候,有故意在模具上加工成腐蚀的模样,例如纹状、粒状等。
手机:13486868882 电话:0576-84017729
地址:浙江省台州市黄岩新前街道新中路


