全国免费咨询热线
0576-84017729

全国免费咨询热线
0576-84017729

台州市黄岩霖屏塑料模具厂
手机:13486868882
电话:0576-84017729
网址:www.lpmould.cn
地址:浙江省台州市黄岩区新前街道
新中路

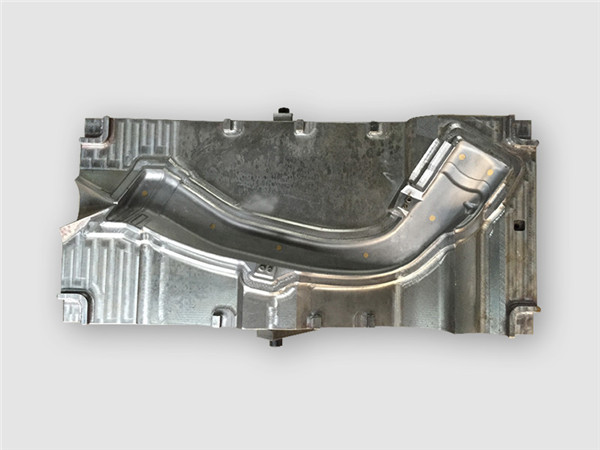
加工企业首先应给每副模具配备履历卡,详细记载、统计其使用、护理(润滑、清洗、防锈)及损坏情况,据此可发现哪些部件、组件已损坏,磨损程度大小,以提供发现和解决问题的信息资料,以及该模具的成型工艺参数、产品所用材料,以缩短模具的试车时间,提高生产效率。加工企业应在注塑机、模具正常运转情况下,测试模具各种性能,并将成型的塑件尺寸测量出来,生产周转箱模具通过这些信息可确定模具的现有状态,找出型腔、型芯、冷却系统以及分型面等的损坏所在,根据浙江周转箱模具提供的信息,即可判断模具的损坏状态以及维修措施。
众所周知,是一门知识面广,技术性和实践性很强的行业。下面我们简单来介绍下注塑加工排气的设计要点。1、排气要保证迅速、完全,排气速度要与充模速度相适应;2、排气槽尽量开设在胶件较厚的成型部位;3、排气槽应尽量开设在分型面上;4、排气槽应尽量设在料流的终点和汇合处,如冷料井的尽端;5、为了模具制造和清模方便,排气槽应尽量设在凹模一侧;6、排气槽方向不应朝向操作面,防止注塑时漏料伤人;7、排气槽不应有*角,防止积存冷料;8、排气槽大小尺寸一定要合适(一般厚度在0.2-0.3mm左右),根据具体材料和产品要求进行选择加工,尽量避免造成飞边。

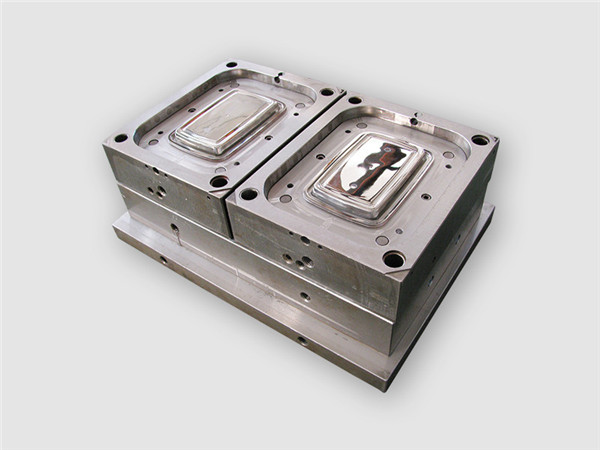
由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中复杂,变化大,要求加工光洁度和精度高的部分。
得到试模成果后,操作者一般需要对模具的具体情况再进行评价,以免在进行修正的过程中添加不必要的成本和时间。大都情况下,为了补偿模具规划中的缺乏,操作者或许会在不知情的情况下进行了不正确的设置,由于出产合格产品所需的参数设置规模十分小,一旦参数设置出现任何误差,或许会导致最终产品的质量远远超出所允许的误差规模。注塑件模具试模的意图就是要找出优化的工艺参数和模具规划。而不仅仅是为了获得一个好的样品。这一点十分重要。即便是资料、机器设定或者环境等因素发生了改变,仍然可以保证稳定和不间断的批量出产环境。
手机:13486868882 电话:0576-84017729
地址:浙江省台州市黄岩新前街道新中路


