全国免费咨询热线
0576-84017729

全国免费咨询热线
0576-84017729

台州市黄岩霖屏塑料模具厂
手机:13486868882
电话:0576-84017729
网址:www.lpmould.cn
地址:浙江省台州市黄岩区新前街道
新中路

1、随着移动互联网、大数据、云计算技术、智能制作的展开,企业正在加速转型晋级速度,也在向数字化、信息化、自动化、智能化、绿色制作方向展开,加速模具出产技术尤其是一些关键技术领域的标准化工作,使拟定的模具标准具有一定的优越性,促进模具出产技术成果向产业化、市场化和规模化展开。2、提升模具标准的适用性。标准的适用性首要体现在模具标准使用单位、注塑标准件制作单位愿意选用标准,将模具标准应用到出产实践中。3、引导具有标准化需求但缺乏标准化工作根底的集体展开标准化活动,帮助已具有一定标准化根底的集体改进和完善相关程序规则。

一、产生凹痕的原因,1、制品各部分厚度不同;2、内在压力不足;3、模具冷却不充分;4、由于冷却时间不足而产生的变形。二、相关联的知识,1、在生产制品过程中,凹痕是不良现象中发生频率高的,注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面首先硬化,内部就会产生气泡,所谓凹痕,就是冷却慢的部分在气泡收缩的方向产生了显眼的凹面。2、收缩性大的材料也容易产生凹痕。当要改变成型条件来消除凹痕时,应该把设定条件往收缩小的方向设定。即模温、料筒温度降,射出压力提高,但是应该注意由此可能会引起残余内应力。3、因为凹痕以不显眼为好,所以,如果不影响外观的时候,有故意在模具上加工成腐蚀的模样,例如纹状、粒状等。
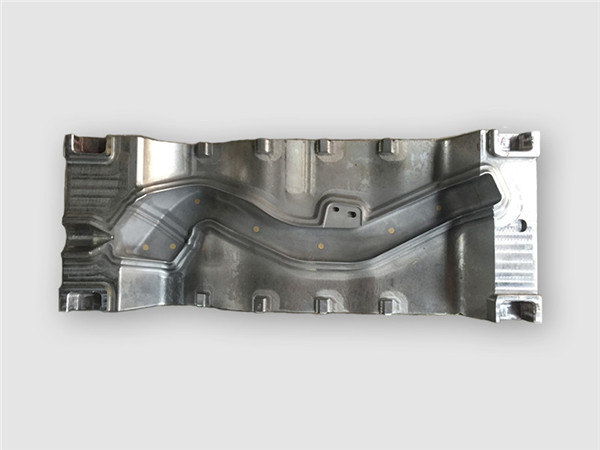
塑料品种热塑性塑料成型过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大。塑件特性成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。所以壁厚、冷却慢、高密度层厚的则收缩大。另外,有无嵌件及嵌件布局、数量都直接影响料流方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小、方向性影响较大。

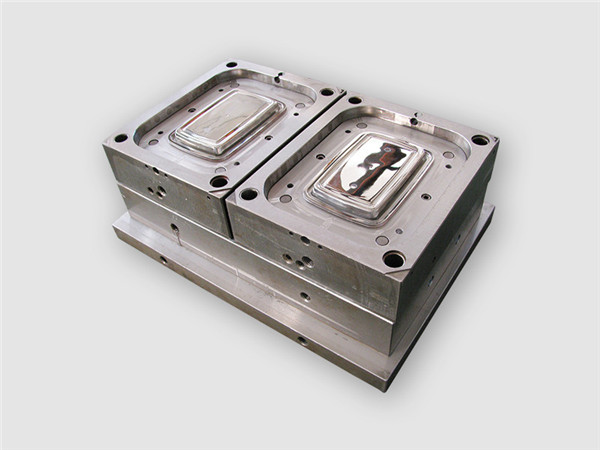
香港拉丝模具是一种工业产品出产造型的方法。香港拉丝模具产品一般运用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料运用塑料成型模具制成各种形状的塑料制品的首要成型设备,注射成型是通过注塑机和模具来完成的。1.橡胶注塑:橡胶注射成型是一种将胶料直接从机筒注入模型硫化的出产办法。橡胶注塑的长处是:虽属间歇操作,但成型周期短,出产效率高取消了胚料准备工序,劳动强度小,产质量量优异。2.塑料注塑:塑料注塑是塑料制品的一种办法,将熔融的塑料运用压力注进塑料制品模具中,冷却成型得到想要各种塑料件。有专门用于进行注塑的机械注塑机。现在常运用的塑料是聚苯乙烯。3.成型注塑:所得的形状往往就是制品,在装置或作为制品运用之前不再需要其他的加工。许多细部,比如凸起部、肋、螺纹,都可以在注射模塑一步操作中成型出来。
【气泡】:主于树脂内的水气和其他气体排不出去,(在冷凝过程中)或因充模不足,冷凝表面又过快冷凝而构成“真空泡”。【银纹】:由充模和冷凝过程中,内应力各向异性影响,笔直方向发生的应力,使树脂发生活动上取向,而和非活动取向发生折光率不同而生亮光丝纹,当其扩展后,可能使产品呈现裂纹。除了在长沙注塑加工和模具上注意外(见表,最好产品作退火处理。如pc料可加热到160℃以上保持3~5分钟,再自然冷却即可。)【表面光泽差】:主于长沙注塑加工模具粗糙度大,另一方面冷凝过早,使树脂不能复印模具表面的状态,所有这些都使其表面产牛细小凹凸不平,而使产品失去光泽。其战胜办法见表。
手机:13486868882 电话:0576-84017729
地址:浙江省台州市黄岩新前街道新中路


