全国免费咨询热线
0576-84017729

全国免费咨询热线
0576-84017729

台州市黄岩霖屏塑料模具厂
手机:13486868882
电话:0576-84017729
网址:www.lpmould.cn
地址:浙江省台州市黄岩区新前街道
新中路

加工硬化是指塑料成型时完结交联反响的过程。硬化速度通常以塑料试样硬化1mm厚度的秒速来表示,此值越小,硬化速度越快。精密注塑加工硬化速度与注塑加工原料的品种,塑件形状、壁厚、成型温度及是不是预热和预压等有密切关系,例如选用压锭、预热、进步成型温度和增加加压时间等办法,都能明显加速硬化速度。此外,硬化速度还应合适成型办法的请求。例如压注或打针成型时,应请求在塑化、填充时化学反响慢,硬化慢,已坚持长期的活动状况。此外,在当充溢型腔后,在高温、高压下应疾速硬化。精密注塑加工的硬化速度慢的塑料会使成型周期变长,生产率降低,硬化速度快的塑料,则不能成型成杂乱的注塑件。因此注塑加工的过程中有必要严格控制注塑加工硬化速度。

目前,随着江苏汽车塑料模具厂家行业的不断强大,将来一定会更加的辉煌的成就。目前,推动注塑模具厂家产业发展的强大动力,仍然来自市场,而是全国各地市场。模具的质量不断提高,优质低价驱使全国各地都来选购,有了市场,才能推动护坡模具产业不断的发展,将带领大进护坡模具产业更好的发展。随着市场需求逐年增大,在原有大型国有企业基础上,一些民营、合资甚至个体企业也纷纷涌入这一市场,这也使得护坡模具行业竞争愈发激烈。以中国目前逐年递升的江苏汽车塑料模具厂家产量,注塑模具厂家的需求必然是中国模具行业迈入升级换代的一个良好契机,标志着中国模具产业以规模化进入国际市场的时代已经到来。

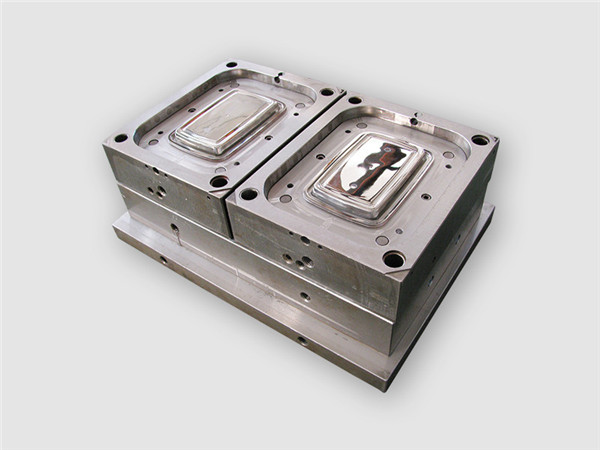
由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中复杂,变化大,要求加工光洁度和精度高的部分。
1.的轿车灯泡,现在大部分轿车都用卤素或许疝气光源,替换比较简单,并且汽车配件在网上也很简单买到,价格也廉价。在谅解爱车适用的规格和类型,可以再网上买回来自己替换。2.的空气滤芯,一般空气滤芯一到两年左右就需要替换,详细要看污浊成都来决定,经常走土路或路况较差的车辆替换空气滤芯就需要提早跟换。3.雨刷,雨刷归于易损配件,一般一年左右就需要替换,当雨刷发出异响或许刮不干净时,就是要替换的时分。在网上根据车型购买。4.玻璃水,玻璃水在超市、网上都可以买到增加很便利,翻开发动机舱盖。玻璃水加注口的盖子是一块玻璃和喷水的标志常为蓝色或黄色。

温度主要针对不同的塑料流动性而定,简单得理解就是克服流动性差的关键工艺,如PC料及PA+纤料的流动性较差,其在填充过程中的流动阻力较大,则需要较快的射胶速度来进行填充。另外如生产PC透明料胶件时,为改善产品表面气纹、彩虹印及内部气泡等不良问题时则需要较高模具温度,生产加纤料时若模具温度较低会出现表面银丝纹(浮纤)。依不同的原料设定原料厂商建议的模具温度,模具温度会影响树脂的结晶度,以至于影响产品的稳定度(结晶性材料),模具温度还有好处就是可以帮助原料在模腔内流动更顺利。

首要:合理使用冷却光滑液,发挥冷却、洗涤、光滑的三大作用,保持冷却光滑清洁,然后操控磨削热在允许范围内,以避免工件热变形。改进磨削时的冷却条件,如选用浸油砂轮或内冷却砂轮等办法。将切削液引入砂轮的中心,切削液可直接进入磨削区,发挥有用的冷却作用,避免工件外表烧伤。其次:要合理挑选磨削用量,选用径向进给量较小的精磨办法乃至精密磨削。如适当减少径向进给量及砂轮速度、增大轴向进给量,使砂轮与工件接触面积减少,散热条件得到改进,然后有用地操控表层温度的提高。之后:合理挑选和修整砂轮,选用白刚玉的砂轮较好,它的性能硬而脆,且易产生新的切削刃,因而切削力小,磨削热较小,在粒度上使用中等粒度,如46~60目较好,在砂轮硬度上选用中软和软(ZR1、ZR2和R1、R2),即粗粒度、低硬度的砂轮,自励性好可降低切削热。
手机:13486868882 电话:0576-84017729
地址:浙江省台州市黄岩新前街道新中路


